五金拉伸产品经常会涉及到侧冲孔制作,其中大部分侧冲孔毛边方向要求向拉伸壁内侧或未做要求(如图一),此类型侧冲相信拉伸模具设计同行们经常碰到,其模具结构及运动原理相对简单,在此不做过多涉及。

但是,侧冲孔要求毛边方向朝外,怎么冲呢? 其模具结构及运动原理又是怎样的呢? 在此,将我司之前模具设计中运用的工艺,在结构及运动原理上与大家分享一下,希望有兴趣的同行能够一起沟通、交流。
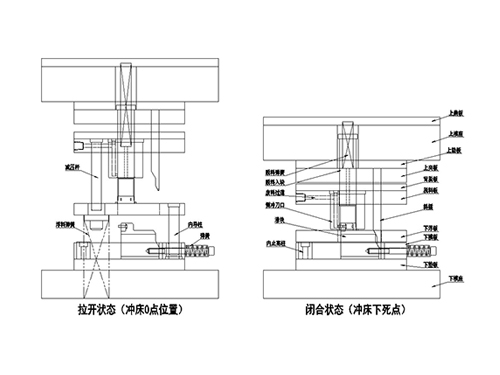
此款产品为汽车电机壳,采用的整体模具工艺为向上连续拉伸,其侧冲孔毛刺方向要求朝拉伸壁外侧,下图图示二为我司所采用的侧冲工艺总装图。
其具体工艺原理如下:
一、冲床由0点位置下行至图示二中拉开状态,此为第一阶段运动;
二、第一阶段运动结束时,减压杆与下浮板中十字销接触。此时,冲床滑块、上模整体、下浮板一起向下运动,直到下浮板底面与内止高柱上表面接触,此时拉伸壳已经套入下模滑块中,第二阶段运动结束;
三、冲床继续下行,拉伸壳开始进入侧冲刀口内,直到第三阶段运动结束,拉伸壳完全进入侧冲刀口内部,即侧冲刀口底面与料带上表面接触。在此需要特别指出,在整个第三阶段运动中,侧冲下模滑块最好保持静止状态(下模滑块也可运动,但时间差一定要计算好,否则会铲刀)。
四、在冲床滑块压力作用下,脱料板开始走行程,此时斜插斜度与下模滑块斜度接触,开始侧冲动作。直到脱料板行程走完、冲床下行至180°点位,第四阶段运动结束。在此阶段中,侧冲所产生的废料是向上排出的。
五、冲床滑块、模具向上回程至0点位置,此为第五阶段运动。
以上即为我司在连续模向上拉伸中,所采用侧冲工艺(毛刺方向朝拉伸壁外侧)中的一例,在后续文章中还会有更多拉伸模具设计技巧的分享,请有兴趣的同行持续关注、多多交流,谢谢!
