机加工成本不断上升而客户不断的讲预算,该怎么办呢?
机加工行业面临着成本不断上升的局面,而我们的客户也在不断的跟我们讲预算,因此,该怎么办?材料费用上涨,人工成本上涨,这些我们没有办法去控制,而且在这方面我们也没有理由去降低,我们要做的就是工艺优化,减少加工成本是我们要走的路。 工艺的优化才是解决为客户创造收益的路,在这条路上我们一直稳步前行。以下这个案例是我们富士冲头团队的一个关于优化工艺来为客户降低成本的一个案例,希望能够帮助大家。希望在工艺优
机加工行业面临着成本不断上升的局面,而我们的客户也在不断的跟我们讲预算,因此,该怎么办?材料费用上涨,人工成本上涨,这些我们没有办法去控制,而且在这方面我们也没有理由去降低,我们要做的就是工艺优化,减少加工成本是我们要走的路。 工艺的优化才是解决为客户创造收益的路,在这条路上我们一直稳步前行。以下这个案例是我们富士冲头团队的一个关于优化工艺来为客户降低成本的一个案例,希望能够帮助大家。希望在工艺优
在2016年11月份的时候,我们精机事业部发生了一次重大的品质不良事件。这个不良事件不仅仅让我们损失了超过10万元的金钱上面的一个损失,更大的问题是给客户带来了很多的一些麻烦与不便。 最终,让客户也对我们的这种信任度也大打折扣,所以我们想通过本段视频把这个事情的一些前因后果呈现出来,就做成一个引以为戒的教材,让更多的一些同事和机加工的一些朋友能够引以为戒。
冲压模具是在冲压生产过程中必备的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的使用寿命很关键,下面几点告诉你如何提高冲压模具使用寿命。 一、正确选择冲压模具材料 不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用高级材料就能使耐用度提高好几倍。因此,为提高冲压模
D先生以前在某大型日资企业供职多年,所以积累了不少的日资客户。自己创业后,前期做过机械零件加工,后面最终转型做了五金冲压。 认识他缘于微博,当时有好友转发他发的博文,一看是工业品同行,于是互粉了对方。几次互动后,相互留下了手机号。因为他的工厂离我们工厂不远,所以我特意找了个合适的时间与他实现了O2O。 聊天中得知D先生做主要做折弯冲压加工,深拉伸冲压自己工厂对应不了,但是经常也有客户询问。刚好我们
冲压模具是在冲压生产过程中必备的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的使用寿命很关键,下面几点告诉你如何提高冲压模具使用寿命。 一、正确选择冲压模具材料 不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用高级材料就能使耐用度提高好几倍。因此,为提高冲压模
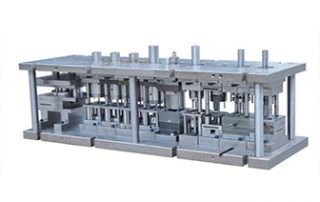
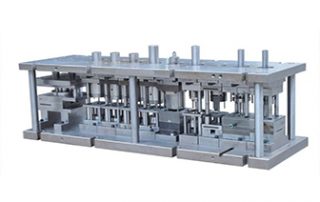
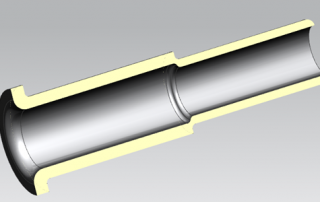
深拉伸模具的用途广泛大家都是知道的,可适用于各行各业,本篇文章就不老话重提了。咱们说说深拉伸模具的延伸使用。为什么要说是延伸使用呢,通俗点讲就是可以替代一些常规的加工方式。如下图这个产品。 此产品为滚轮轴,需要一定的强度,承受重力。可以通过车床加工做出来。但是产量大的话,车床产能效率就达不到需求。这时就可以通过深拉伸模具来生产这产品,如果用机械加工这个产品,一个的时间大概20分钟,而用深拉伸模具的
冲压拉伸模具在工作过程中,经常会出现把产品拉伤的情况,一旦发生就要及时停止并找到原因和解决方案,下面就可以一起解析冲压拉伸模具拉伤原因及解决方案的知识。 1、工件与模具之间:在模具与成形材料之间加一层PVC之类的薄膜,有时也可以解决工件的拉伤问题。对于生产线通过机构可以达到连续供给薄膜,而对于周期生产的冲压设备,每生产一件工件需加一张薄膜,影响生产效率,此方法一般成本也很高,还会生产大
冲压拉伸模具是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。在生活中,我们必须要知道修复孔速度的办法,这样才可以提高效率。 降低金属流出冲压拉伸模具孔速度的修正方法称为阻流,常见的阻流方法有四种: 1、锉阻碍角 锉阻碍角在冲压拉伸模具工作带的入口处,修成一定的角度称为阻碍角(导口),做阻碍角是一种最常用的修模方法,阻碍角一般控制在3度到12度之间,当阻碍角超
现在市面上的汽车一般都为两种风格,一种为日系,另一种为欧美系,汽车生产的商家也主要为日企(合资)与欧美企业(合资)为主导,例如:广州本田,一汽丰田,上海通用,上海大众等等。 汽车检具作为检测汽车模具的精密仪器的一种,其风格也与各汽车主机厂的风格是相辅相成,日企所要求的检具与欧美要求的检具在很多方面都有着各自的特点,汽车检具上的汽车坐标系,日系与欧美系都有着不同的描述。 一、欧美的厂家的检具的汽车坐
拉伸(又称拉延,拉深)因为适用于各行各业,实用性广泛,所以是冲压工艺里比较常见的一道工序。从毛坯到拉伸成型,需要多步骤完成,初次拉伸→二次拉伸→……→成型。模具在拉伸的过程中会产生各种问题,常见的问题比如:起皱、顶部R拉裂、侧壁拉裂、制品表面拉伤、拉伸高度太高或者太矮等等…一系列的问题。所以拉伸工艺在冲压模具里也是一个难点。 下面介绍五金拉伸模具大概特性: 一、拉伸概念: 1.拉伸:将板料压制成空
早在2005起开始接触五金冲压模具,至今已有十年之久了!从最开始的模具冲压产品,到后面开始了解冲压模具,到现在从事的冲压模具及其配件的加工制作,可以说一路走来都围绕着五金冲压模具方面,所以对于五金模具还是比较熟悉的,现将五金模具方面的一些基本知识分享出来,供大家参考! 那什么是五金冲压呢?简单来讲,其实五金冲压是一种材料冷加工的工艺,用模具将金属材料加工成零件或形状的一种特殊工艺装备
冲压工艺中拉伸是很常见的工艺,也是问题比较多的,解决起来比较头疼的问题。一套好的拉伸模具生产出的产品外壁和内壁应该是外观光滑,纹路摸起来没有手感,各项寸法在规格内。拉伸过程顺利进行的两个主要障碍就是凸缘起皱和筒壁拉裂(如下图)。 起皱和筒壁拉裂又有多种类型,多种原因,下面就介绍下这些问题的原因及解决方法。 1、问题点:零件壁部破裂,凸缘起皱: 产生原因:压边力太小,凸缘部分起皱,无法进入凹模而拉裂
1、检具体设计建模的设计 首先要参照零件图纸分析工件,初步拟定检具设计方案,确定检具的基准面、凹凸情况,检测截面、定位面等,并简单绘制其二维示意图。 由于车身覆盖件以自由曲面为主的特点,“实物反求”是目前建模的通用方法。反求即依据已经存在的工件或实物原型,用激光扫描仪进行数据采集,并经过数据处理、三维重构等过程,构造具有具体形状结构的原型模型的方法。 我们用激光扫描仪对标准的工件表面进行扫略,采集
当汽车产品在冲压、或是注塑时需要应用到检具,检具项目开发启动后,检具设计工作也就随之开始。 首先应对开发检具的产品进行分析,核对产品的三D数模与产品的二D图纸是否统一,产品的三D数模的原始数据是实体,还是片体,下面就针对产品的原始数据为实体或是片体在检具设计过程中会有哪些不同的问题。 一、当产品的三D数模的原始数据是实体(也就是产品已有了厚度)检具设计模拟块(仿型块)时可以按产品的基准面,(
现阶段的机械加工精密圆件广泛使用圆磨加工,耗时,耗人力,对于加工人员的技术能力要求较高!产品研磨出来的逛街度可以达到0.4,圆柱度可以达到0.005以内。组配使用效果最佳,但是由于效率的地下,无法满足大负荷的加工非标精密零件,作为我们精密零件加工的我们华能精密来说时间是最宝贵的,解决了客户的时间问题,订单将是比较容易的事情! 近年来,由于数控车床的广泛被使用,做精密圆件产品也是一条好路子,我司的日