和朋友交流的时候常常会调侃:看似简单的产品没想到做起来难到脑壳疼
这次我也遇到了这么一款产品, 刚拿到客户图纸我自己也笑了, 怎么客户发了这么简单的案子给我们做, 还是一个小批量的,做起来轻轻松松。
但是,这差点让我陷入了误区。
没仔细看图纸分析之前,我就对旁边的同事说:这么简单的零件,做出来也就几十块钱,没有难度啊。
可是当我往下看,最后把图纸要求确认完了,才觉得自己真是打脸了。
大家会不会也觉得这款铝圈产品,能难到哪里去呢?
我们往往被自己第一眼看到的事情所欺骗,却容易忽略事实的细节和本质。
从形状上来看是一款铝圈,具体用途客户没有告知。这个产品的精度,他的外圆跟内圆是正负一个丝的公差,另外还要做阳极氧化工艺。我们内部管控的话这样算起来公差也比较小了。
阳极氧化工艺占用了3个缪左右,对于机加工来说,我们就要保证一个多丝的公差,零件的圆度要求我们要做到一个丝以内。再来看一下这个产品的直径,大概120左右这么大,还是有点难度的。
很多人可能会说这个产品有那么难吗?用管料做就好了,效率又高又省成本。
给我们报过价的同行也是这么认为,如果用管料做,材料费10块钱,产品做下来30块钱。用管料做,里外一车就搞定了,用不了几分钟。
说是这么说,其实我们自己也尝试过,这个产品用管料的话是不行的,因为管料的应力释放会影响产品的圆度,很容易变形,不良率就上去了。
当然,我说的也不是绝对的,这只是因地制宜的工艺方法。 在机加工行业,工艺不是唯一的,所谓条条大路通罗马,结合自己当下拥有的技术、设备、材料、客户要求等等条件,把符合客户要求的产品做出来,那就成功了。
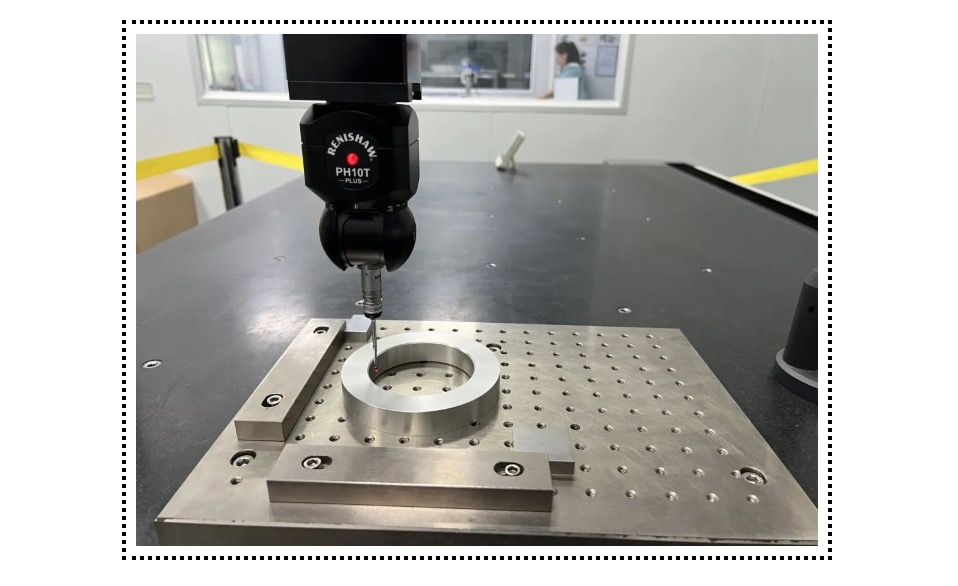
我们是如何做这个产品的?这个产品是用实心料做的,这样做虽然成本高,但是能够保证精度的难度性就简单很多,在加工过程中装夹也很重要,因为只有正负一个丝的精度,一个丝的圆度,所以不能夹也不能撑。
我们目前的方法是在“屁股”后面留一截夹位,车完之后再把这个“屁股”再去掉,做了一个工艺的台阶。

另外这个产品阳极氧化要求也非常高,通常我们正常理解的阳极氧化一定会有挂点,一个没有挂点的产品,客户的要求那也太变态了。很凑巧,这个产品的要求就是不能有阳级挂点。图纸看到这,我才觉得这款产品简单的想法,真是草率了。
阳极氧化不能有挂点的技术要求比较高,需要为这款产品量身制作专门的阳极挂具。开始报价30块钱,看到这估计肠子要悔青。
制造业,一定以图纸为准,不要小看了外观简单的产品。
最后,希望有新工艺的同行朋友们可以留言,我们可以组团交流一下技术, 也可以谈谈你对这款产品的工艺看法, 还请不吝赐教。




