小提案也能为精密零件保驾护航
华能精密加工的精密零件产品其特点除了精度高外,形状也是千奇百怪。1个订单的数量有1个,也有1000个以上,为了在运输途中不发生问题,我们团队每次在召开订单评审会时品质负责人会根据产品的重量,尺寸大小,数量来决定选用木箱还是纸箱。 如下图中的木箱图片是使用到今年7月份为止的木箱。8月份品质的梁工提出“现用的木箱虽然比纸箱要牢固,但是木箱的各个棱角无防护,也没有作标识”。用这样的木箱出货带给客户的体验
华能精密加工的精密零件产品其特点除了精度高外,形状也是千奇百怪。1个订单的数量有1个,也有1000个以上,为了在运输途中不发生问题,我们团队每次在召开订单评审会时品质负责人会根据产品的重量,尺寸大小,数量来决定选用木箱还是纸箱。 如下图中的木箱图片是使用到今年7月份为止的木箱。8月份品质的梁工提出“现用的木箱虽然比纸箱要牢固,但是木箱的各个棱角无防护,也没有作标识”。用这样的木箱出货带给客户的体验
众所周知,在机加工行业中,唯一的工作标准即为客户的图纸。我们按照客户图纸上的要求,安排工艺,走加工流程。一个产品, 在哪一步, 哪个工艺,会产生多少成本,都是基于产品的图纸要求。这时加工者就可以理直气壮的和客户讲我们的报价是合理的,产品价格就是要这么高,图纸什么样的要求,就报什么要求下相应的价格。 但是,当图纸上指定的加工方法相对于达到图纸要求来讲,价值过剩的情况下,我们完全可以在保证客户图纸要求
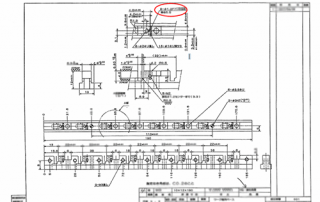
这是我们的VIP客户J05客户的询价图纸。 产品是SKD11材质,氮化处理,190*10*12mm的长板。 技术人员拿到图纸后研究发现,产品有8个φ1.2F7(+0.0016/+0.008)深5.5的精孔。通常我们会用高精度钻头来加工精孔。但是此产品是φ1.2F7(+0.0016/+0.008)的精孔,通常的情况下第一我们会用钻孔加工,但是就目前的加工资源来看,现有的钻孔做不了5.5那么深φ1.2
如上图所示,塑胶模具零件,被圈起来的几个直径是不同心的!我们再来研究一下此款产品的3D/2D图。 站在塑胶模具零件组装的角度,此产品主要是冲子作用,按不同心的方法做出来和同心的方法做出来,其效果是一致的,那便用同心的方法一次加工出来,这样能节约很多成本,也可以给客户降低一些成本。技术部与客户联络,工件多个台阶圆并不同心,若按图加工费用很高,技术部在经过评估后,发现此加工图可能是客户出图失误。技术部
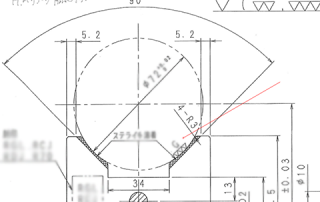
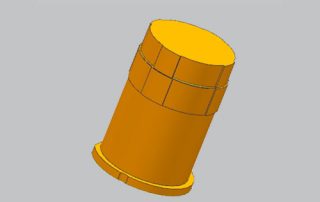
在长时间与日系客户接触的够力拉对品质是一丝不苟的。 不管客户列出多少个条条框框的规格我们都会按照所有要求全部测通过后才会出货。正因为这样的“毛病”这次我们算是“遭殃”了吧。 有一个TTM的客户有2款稳定采购的强化玻璃需求规格为φ50和φ80,厚度为2.0,年用量100K。初次接触时,客户有多次强调需要满足美国UL标准(美国安规)中对于强度的要求,即:535g钢球从646mm的高度跌落下来,产品不破
模具零件是同行的都不陌生,工艺多也不多,少也不少,大部分客户加工前都会排好工艺,在图纸上明确要求加工顺序,有些不需要明确加工工艺或顺序,因为要达到图纸上的精度,行内都有默认的工艺。 做模具的人都知道,生产现场异常不断,很多时候不同工艺之间没有合理安排好会影响产品的使用寿命。就按下面这个案例来说吧。 客户询价一批模具冲头,图档为3D,图纸尺寸上未标注公差要求,只是要邮件中注明了整体图纸要求的尺寸公差
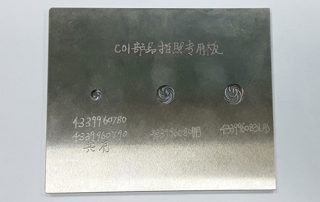
华能金日的每一批产品都是需要经过我们品管室的品质担当认真细致的检查才能出货,现在达到我们这么好的良品率品管功不可没。 在检查的时候我们也会遇到各种各样的问题,如何更流利的开展品管工作,更快速的对应客户交期,我们品管室的大拿们也是绞尽脑汁的想着优化工作流程的方法,下面给大家举个例子。 J01(客户代号)客户的精密零件要求是在50倍电子显微镜下拍照的,产品之前拍照时是放在一块板的边角部的,经放大后微小
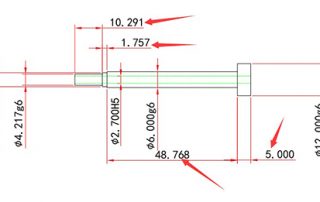
做汽车零件难免遇到很多技术上加工上的难题,如何在现有的条件下解决当前的疑难杂症,成为了每个加工商的核心竞争力,我们不仅仅要能做出让客户满意的产品,更要在让客户对产品满意的同时也降低客户的成本,优化产品的工艺,为客户创造真正的收益,是我们一直在做的。 举个例子前段时间我们遇到一个问题:客户询价的三款产品每款要求各3件,其中一款要求较高,如下图,外径都是要求2U,且形位公差也都是要求2U的精度,且外径
这个客户给我们做这款模具零件冲头有几年了,每次都是类似品,每次订单数量也较多,有时候是左右对称件有时候是先端不一样,要求的话和一般模具零件要求也类似,精度比较高,先端部分加工最有难度了。 而这次客户又来找我们提出降低成本了,人力物力各方面都在涨价,按老办法成本只会涨,那真就没有别的办法调整价格了吗? 所有的答案还得去现场了解,下图这款,我们通过前面几次加工经验,先端用放电工艺加工至少得3-4天,且