「重点分析」多变的模具零件工艺该如何管理?
我们都知道,各类模具的制造与生产一般都是以单件、小批量生产为主。由于模具制造厂(车间)的生产对象多变,这就给标准工时的制定和管理带来一定的难度。再加上各厂和车间的生产方式、设备状况、技术素质、管理制度、考核方法等又不尽相同。所以,在制定标准工时要根据本厂的具体情况,找出适当的方法来制定。目前大多数工厂和车间都采用工厂里对工艺有全面了解和熟悉的工程师或生产管理员来制定。 评估者一般是由工时制定员及技
我们都知道,各类模具的制造与生产一般都是以单件、小批量生产为主。由于模具制造厂(车间)的生产对象多变,这就给标准工时的制定和管理带来一定的难度。再加上各厂和车间的生产方式、设备状况、技术素质、管理制度、考核方法等又不尽相同。所以,在制定标准工时要根据本厂的具体情况,找出适当的方法来制定。目前大多数工厂和车间都采用工厂里对工艺有全面了解和熟悉的工程师或生产管理员来制定。 评估者一般是由工时制定员及技
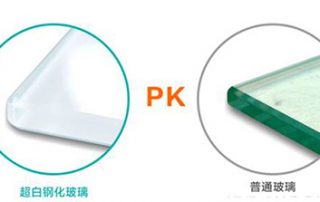
近2个月我们在为一家智能家居自动化设备的客户定做一款24寸显示屏模组,客户的设计非常美,表面用一片白色的玻璃作为显示屏的面板,从效果图便能感受到消费者对此的喜爱。玻璃盖板我们是外购的,按照公司采购制度,同时安排了2家玻璃盖板供应商送样。 对于玻璃盖板,我们算不上非常专业,给供应商的条件都是要求2.0mm厚度的浮发玻璃,按照图纸印刷白色边框和LOGO。当同时收到2家的玻璃盖板样品,对比之下,效果却完
深拉伸模具中经常会出现拉伸率,有些国家用L字母来代替, 它一般指的就是指钢材的拉伸率。什么是钢材的拉伸率? 说到钢材的拉伸率,不得不从钢材基础知识开始说起。钢材的基础特性: 1.屈服点:钢材或试样在拉伸时,当应力超过弹性极限,即使应力不再增加,而钢材或试样仍继续发生明显的塑性变形,称此现象为屈服,而产生屈服现象时的最小应力值即为屈服点。 2.屈服强度:有的金属材料的屈服点极不明显,在测量上有困难,
深拉伸模具中经常会出现"N" 和"R" 值. 在模具设计和制造中"N" 和"R"到底指的是什么? "N" 值也叫冷作硬化指数, 它是描述钢材拉伸能力的指标. "R"值也叫塑性变形系数---用来度量材料的流动和拉伸能力的. 展开平板的尺寸和形状若太大都阻碍金属的流动, 以及完成品零件的几何外形也影响金属的流动能力. 冲床的速度应容许留出金属流动所需足够的时间. 什么叫冷作
许多人对深拉伸模具望而却步,这是因为拉伸模不仅仅设计时要考虑许多因素,更主要的是在试模时往往不能一次成型,还要经过多次修模,才能达到理想的结果。因此,在实践中不断积累经验,对拉伸模的设计大有裨益。 1.材料: 好的材料是成功的一半,对于拉伸,万万不可忽视。拉伸用冷轧薄钢板主要有08Al、08、08F、10、15、20号钢,其中用量最大的是08号钢,分为沸腾钢和镇静钢,沸腾钢价格低,表面质量好,但偏
长期合作的A77 又下了新订单。这是一款白色LOGO图标并带阴影效果的特殊工艺印刷的AG玻璃盖板。在客户提供的图纸上,阴影部分和白色部分是重叠在一起的,纸质图档很难分辨。这样的图纸如果直接交于生产部门,是出不了菲林的,印刷便无法完成的。 如何能将客户的要求直白具体地呈现,如何能保障效果顺利地完成繁复的印刷工艺要求,是够力拉需要立马解决的问题。 刚开始,品管尝试在客户提供的图纸上进行标注,但是印刷要
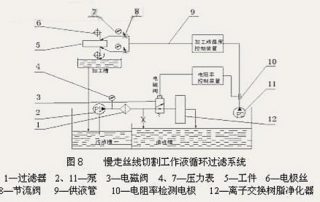
慢走丝是利用连续移动的细金属丝(称为电极丝,一般为铜丝)作电极,对工件进行脉冲火花放电,产生6000度以上高温,蚀除金属、切割成工件的一种数控加工机床。慢走丝加工原理是在线电极与工件之间存在的有缝间隙,持续放电去除金属的现象。 由于慢走丝线切割机是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续地予以补充,故能提高零件加工精度。慢走丝线切割机所加工的工件表面
在现阶段的机械加工领域,抛光技术正在被广泛的使用,无论在模具零件,还是自动化设备精密零件,抛光工艺都是非常重要的工艺,随着五金制品的日溢广泛应用,对五金制品的外观品质要求也越来越高,所以表面抛光质量也要相应提高,特别是镜面和高光高亮表面的产品对表面粗糙度要求更高,因而对抛光的要求也更高。抛光不仅增加工件的美观,而且能够改善材料表面的耐腐蚀性、耐磨性,还可以方便于后续的注塑加工,如使塑料制品易于脱模
大型覆盖件可根据形状复杂程度和变形特点,大概分为三类:A、浅拉伸件,B、一般拉伸件,C、复杂拉伸件。下面介绍下各类零件的变形特点: A、浅拉伸件。 同类零件比如:汽车外门板,上后围等。 零件外形特征:1.拉伸深度浅(<50mm)。2.外形比较简单均匀。3.平的或基本平的底,或是小台阶的底。 拉伸变形特点:1.拉深中从压边下获得少量的补充材料,工件本体的拉伸成形主要
前天去了某大型汽车模具厂学习,规模之大令人震憾,几乎汽车上每个五金零件都能看到,同时也能了解到是如何加工出来的,看到了汽车的构造,也为自己所在的汽车模具行业感荣幸!还好我们一直在这个行业里面活着了。 近年来,模具行业结构调整步伐加快,主要表现为大型、精密、复杂、长寿命模具和模具标准件发展速度高于行业的总体发展速度;塑料模和压铸模比例增大;面向市场的专业模具厂商数量及能力增加较快。中国汽车模具公司今
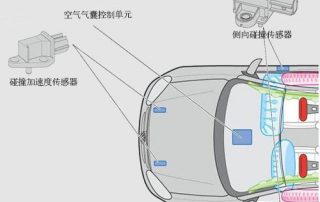
众所周知随着汽车技术的不断发展,我们的汽车越来越智能可靠,是因为越来越多的部件采用电子控制。电子控制的同时就离不开传感器,在汽车里这些传感器,感受着周围的环境根据我们设定的正确程序作出相应的判断,如果其中某一个传感器失灵了,那么对应的装置也就没办法正常工作了,这可能是非常危险的,所以传感器在汽车上的作用是至关重要的。 下面介绍8种常见的汽车上的传感器。 1、里程表传感器 在差速器或者半轴上面的传感
冲压拉伸模具是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。在生活中,我们必须要知道修复孔速度的办法,这样才可以提高效率。 降低金属流出冲压拉伸模具孔速度的修正方法称为阻流,常见的阻流方法有四种: 1、锉阻碍角 锉阻碍角在冲压拉伸模具工作带的入口处,修成一定的角度称为阻碍角(导口),做阻碍角是一种最常用的修模方法,阻碍角一般控制在3度到12度之间,当
说到模具设计,一般的设计师经常会结合产品要求与现在的设备产能来设计模具,在上个月的时候,我们日本A客户发来一款拉伸模具的产品询价,产品不难,客户想分为拉伸一套模具,冲孔一套模具。顺序是1.拉伸,2.机加工C角,3.冲孔,4.电镀。客户最开始的时候是有要求按以上顺序加工的,但是按这样的顺序加工客户也遇到了难题 之前在给别家做模具时,在自家里冲压模具时发生了一些不良,客户如实跟我们讲出他
大型覆盖零件主要指汽车车身位的大型冲压拉伸件。这类零件具有表面质量要求高(光滑、美观),刚性好,轮廓尺寸大,形状复杂等特点。一般制造过程要经过拉伸、修边、翻边、冲孔、落料等多道工序才能完成。实践证明,在多数情况下,拉伸工序是制造这类零件的关键,它直接影响产品质量、材料利用率、生产效率和制造成本。 大型覆盖零件的拉伸特点和分类: 1.简单零件可由拉伸系数来确定拉伸次数和工
近期,原材料价格上涨导致企业经营成本增加在汽车零部件行业普遍可见。汽车零部件企业尤其是中小型汽车零部件企业面临前所未有的压力,这种压力在2017年来得更快,也更猛。外部环境不景气、企业盈利更难、研发遭遇资金瓶颈、调整转型方向不清等让零部件企业陷入生存困境。存亡之际,如何杀出一条生路,走出这场“生死迷局”,成为汽车零部件企业不得不思考的命题。 2017年伊始,中国汽车零部件产业新一轮淘汰赛就拉开序幕