前段时间收到A客户关于SCM435材的报价
图纸上还标识着 “螺牙部GC防止”。
起初不觉得有什么特别的,这个也经常见。
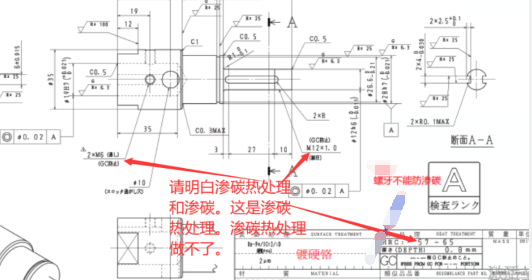
但当工程师回复报价时备注:请明白浸碳热处理和浸碳的区别。GC是浸碳热处理,浸碳热处理时防止不了的。
什么?
这两者不是一样的吗?
GC不就是浸碳吗?
之前螺牙也可以防浸碳,为什么突然说做不了?
浸碳和淬火什么不同?
渗碳之后为什么还要淬火?
GC处理也就是我们说的浸碳热处理(淬火)。牙孔是不能防浸碳热处理的,但可以防渗碳。
浸碳和淬火两者的目的是不一样的。渗碳一般是为了提高表面的耐磨性,随着碳浓度的增加,耐磨性就越好。淬火的目的是提高硬度,调质处理本身就是淬火+高温回火,淬火是得到尽量多的马氏体组织,得到高硬度,回火是为了马氏体二次分解形成索氏体,以便得到良好的机械性能。
渗碳后不淬火得到的高碳钢正火组织,在碳浓度足够和冷却速度足够缓慢的情况下得到网状碳化物+珠光体组织,这种组织是起不到耐磨作用的。但渗碳后淬火是为使产品得到良好的耐磨性,一般齿轮类、磨削轴类采用渗碳淬火处理。
此外,一般浸碳层深度范围为0.8~1.2毫米﹐深度浸碳时可达2毫米或更深。表面硬度可达HRC58~63﹐心部硬度为HRC30~42。浸碳淬火后﹐工件表面产生压缩内应力﹐对提高工件的疲劳强度有利。因此浸碳被广泛用以提高零件强度﹑冲击韧性和耐磨性﹐借以延长零件的使用寿命。

螺纹渗碳有什么要求?
01
加工防止浸碳产品外螺纹时,外螺纹直径单边需要加大2MM以上(不要加工牙)再去渗碳处理,渗碳处理回来后再进行精加工去除硬度层加工外螺纹。(不可先加工牙再去渗碳处理)
例:外螺纹M12原有外螺直径标准为φ11.75~φ11.92单边留量2MM以上实际加工的直径为φ15.75~以上
02
加工防止浸炭产品内螺纹时,内螺纹底径单边需要做小2MM以上(不要加工牙)再去渗碳处理,渗碳处理回来后再进行精加工去除硬度层加工内螺纹。(不可先加工牙再去渗碳处理)
例:内螺纹M12原有内螺纹底径标准为φ10.106~φ10.441单边留量2MM以下实际加工的直径为φ6.106~以下
因此所上知识点所示,图纸上标记的螺牙部GC防止也就是螺牙部防止浸炭淬火的意思,但防止浸碳热处理是做不到的,只能做到防浸碳。经过和客户一番解释,客户也说并不是防热处理,多少螺牙部是要硬度的,但相对其他部位硬度会很低,尤其是外螺纹如果硬度过高螺牙就会断裂。我们加工时也是采用了上述的螺纹浸炭要求对应,渗碳处理回来后再进行精加工去除硬度层加工螺纹,这样螺纹部的硬度就很低,使用时就不会断裂之类的了。




